

 English
English  Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg Galego
Galego Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português русский
русский- Français
 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Maison
>
Produits > Machine de fabrication de blocs QGM
> Machine à blocs série ZN
>
Machine à blocs de béton ZN1000C
Produits






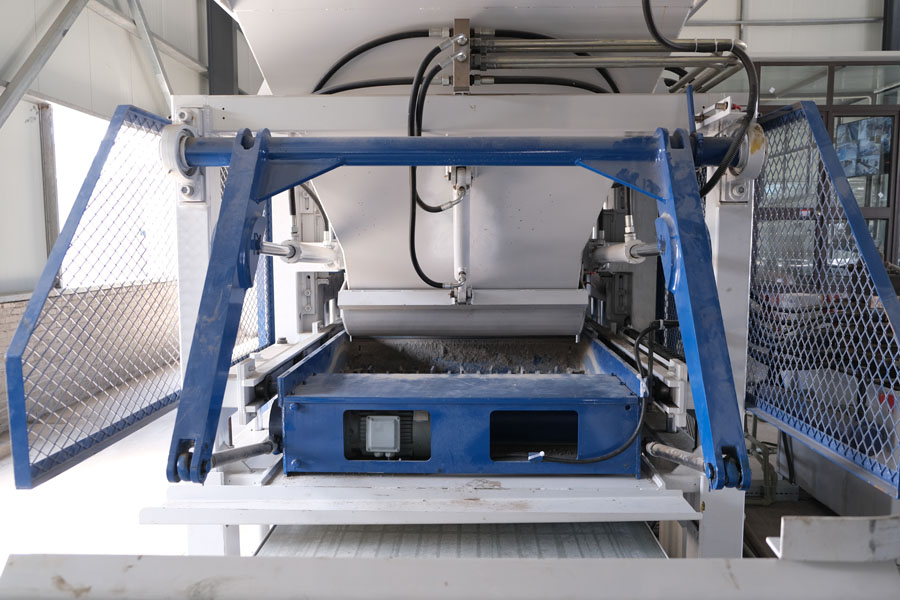
Machine à blocs de béton ZN1000C
Vous pouvez être assuré d'acheter la machine à blocs de béton ZN1000C dans notre usine. Ligne de production automatique de fabrication de blocs ZN1000C avec système de contrôle central, le client est en mesure de garantir la qualité des blocs et du service conformément aux normes et exigences des différents projets. Elle pourrait produire environ 800 m2 de pavés de qualité par jour (8 heures), ce qui pourrait améliorer leur compétitivité dans l'industrie.
envoyer une demande
Description du produit
Vous pouvez être assuré d'acheter la machine à blocs de béton ZN1000C dans notre usine. La machine à blocs ZN1000C est fabriquée en Chine, en suivant strictement la technologie et le savoir-faire allemands, en utilisant la technologie allemande, et constitue la principale technologie de machine à blocs au monde. La technologie allemande est connue pour sa rigueur et sa simplicité et accorde davantage d'attention aux performances globales, à l'efficacité et à la qualité des machines. Les caractéristiques des machines à blocs de béton ZN1000C sont des performances plus stables, une efficacité de production plus élevée et un taux de défaillance plus faible. En termes de performances, d'efficacité, d'économie d'énergie, de protection de l'environnement et d'autres aspects, elle est bien en avance sur les autres machines à blocs du marché.
Principales caractéristiques technologiques
1)Contrôle de la technologie de conversion de fréquence
Réduisez le courant de démarrage du moteur et le contrôle de la fonction de démarrage progressif, prolongez la durée de vie du moteur. L'oscillateur principal de la machine à blocs de béton ZN1000C adopte une veille basse fréquence et un fonctionnement haute fréquence, ce qui améliore la vitesse de fonctionnement et la qualité du produit. Réduisez les dommages mécaniques aux accessoires et au moteur, prolongez la durée de vie du moteur et de la mécanique. Le convertisseur de fréquence permet d'économiser environ 20 à 40 % d'énergie par rapport au convertisseur traditionnel.

2) Système de contrôle PLC Siemens Allemagne, écran tactile Siemens, Allemagne
Opération facile, faible taux de défaillance, stabilité de fonctionnement de la machine à blocs de béton ZN1000C et haute fiabilité. Utilisez la technologie Internet industrielle la plus avancée, réalisez le dépannage et la maintenance à distance. L'automate et l'écran tactile utilisent Internet PROFINET ensemble, ce qui est pratique pour le diagnostic du système et l'extension WEB. Réalisez constamment un diagnostic de problème et un système d'alarme, pratique pour l'entretien et le dépannage de la machine. Données d'exécution PLC pour une conservation permanente.
3)Système de vibrations
La table vibrante se compose d'une table dynamique et d'une table statique. Lorsque les vibrations commencent, la table dynamique vibre, la table statique reste statique. La structure est conçue pour assurer l'amplitude de la table vibrante, afin de garantir la haute qualité des produits en béton. Table vibrante en acier HARDOX. Mode de vibration : utilisation de la vibration de la table vibrante + vibration du moule supérieur ; dispositif d'amortissement des vibrations d'installation de moteur de vibration et dispositif de refroidissement par air.
4)Système d'alimentation
Le moteur utilise des moteurs SEW, qui contrôlent deux arbres de mélange. Le cadre d'alimentation, la plaque inférieure et la lame de mélange sont en acier HARDOX très résistant, l'emplacement de la plaque inférieure peut être ajusté. Le système d'alimentation est doté d'un dispositif d'étanchéité pour éviter les fuites. La porte de la porte de déchargement est commandée par le moteur SEW.

5)Station hydraulique
Les pompes hydrauliques et les vannes hydrauliques adoptent des marques internationales. Le tube utilise "Connexion à bride, installation et maintenance pratiques. Point de détection de pression multipoint, détection pratique. Fonction d'alarme numérique de température et de blocage. Connexion moteur et pompe, connexion à bride, bon coaxial. Vanne proportionnelle dynamique et pompe à puissance constante, régulation de vitesse, régulation de tension, économie d'énergie.

Données techniques
| Max. Zone de formage | 1 100*820 mm |
| Hauteur du produit fini | 20-300mm |
| Cycle de moulage | 15-25s |
| Force passionnante | 80KN |
| Taille de la palette | 1 200*870*(12-45)mm |
| Numéro de bloc de formation | 390*190*190mm(10 blocs/moule) |
| Table vibrante | 2*7,5KW |
| Vibrations supérieures | 2*0,55KW |
| Système de contrôle électrique | SIEMENS |
| Poids total | 42,25 kW |
| Dimensions de la machine | 12T |
Capacité de production
| Type de bloc | Sortir | Bloc ZN1000C Faire des machines |
240*115*53mm |
Nombre de blocs formés (bloc/moule) | 50 |
| Mètre cube/heure (m3/heure) | 13-18 | |
| Mètre cube/jour (m3/ 8 heures) | 10h05-14h00 | |
| Nombre de briques (blocs/ m3) | 683 | |
390*190*190mm |
Nombre de blocs formés (bloc/moule) | 9 |
| Mètre cube/heure (m3/heure) | 22,8-30,4 | |
| Mètre cube/jour (m3/ 8 heures) | 182,5-243,3 | |
| Nombre de briques (blocs/ m3) | 71 | |
400*400*80mm |
Nombre de blocs formés (bloc/moule) | 3 |
| Mètre cube/heure (m3/heure) | 69,1-86,4 | |
| Mètre cube/jour (m3/ 8 heures) | 553-691.2 | |
| Nombre de briques (blocs/ m3) | 432-540 | |
245*185*75mm |
Nombre de blocs formés (bloc/moule) | 15 |
| Mètre cube/heure (m3/heure) | 97,5-121,5 | |
| Mètre cube/jour (m3/ 8 heures) | 777.6-972 | |
| Nombre de briques (blocs/ m3) | 2160-2700 | |
250*250*60mm |
Nombre de blocs formés (bloc/moule) | 8 |
| Mètre cube/heure (m3/heure) | 72-90 | |
| Mètre cube/jour (m3/ 8 heures) | 576-720 | |
| Nombre de briques (blocs/ m3) | 1152-1440 | |
225*112.5*60 |
Nombre de blocs formés (bloc/moule) | 25 |
| Mètre cube/heure (m3/heure) | 91.1-113.9 | |
| Mètre cube/jour (m3/ 8 heures) | 728.9-911.2 | |
| Nombre de briques (blocs/ m3) | 3600-4500 | |
200*100*60 |
Nombre de blocs formés (bloc/moule) | 36 |
| Mètre cube/heure (m3/heure) | 103,7-129,6 | |
| Mètre cube/jour (m3/ 8 heures) | 829.4-1036.8 | |
| Nombre de briques (blocs/ m3) | 5184-6480 | |
200*200*60 |
Nombre de blocs formés (bloc/moule) | 4 |
| Mètre cube/heure (m3/heure) | 72-90 | |
| Mètre cube/jour (m3/ 8 heures) | 576-720 | |
| Nombre de briques (blocs/ m3) | 576-720 |
Balises actives: Machine à blocs de béton ZN1000C, Chine, fabricant, fournisseur, usine, sur mesure, qualité, avancé, CE
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.








X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité